厚板プレス抜き金型の適正クリアランス
厚板プレス打ち抜き金型の適正クリアランス
パンチとダイの隙間のことをクリアランスと呼びます。
適正なクリアランス調整をされた厚板プレス金型で厚板プレス打ち抜き加工をされた製品は、
寸法精度よく見た目の仕上がりも良い製品に加工できます。
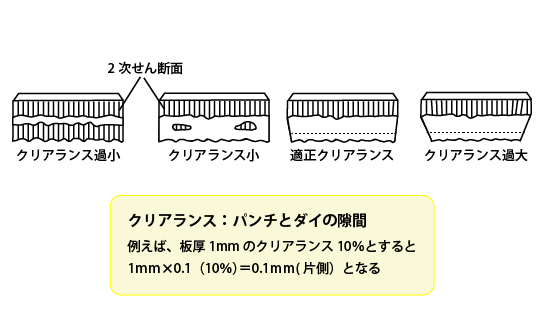
一般的なプレス金型では、7~10%が適正クリアランスであると言われています。
当社でも、7%を基本の設計基準としておりますが、
厚板プレス打ち抜き加工においては、10mm以上の厚板については10%を超えるクリアランスで
厚板プレス打ち抜き加工をしないと、製品に悪影響を及ぼすことがあります。
厚板プレス打ち抜き加工のクリアラスの重要性
厚板プレス打ち抜き加工のパンチ・ダイに発生する「せん断」を
テコの原理を応用して考えてみます。
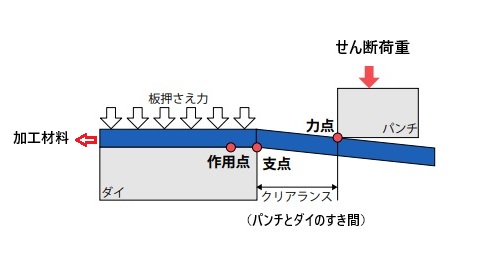
上の図のように、
加工材料がテコになります。
厚板プレスパンチと加工材料の接する点が力点です。
厚板プレスダイと加工材料の接する点が支点です。
ダイの上にある加工材料には作用点が発生します。
パンチとダイのすき間の距離をクリアランスと呼び。
せん断面の出来栄えや、金型の需要にも関係があります。
ハイテン材(SAPH400)自動車向け量産プレス抜き加工事例紹介
金型クリアランスが引き起こす不具合
クリアランスが小さいと破断面に2次せん断が発生します。
クリアランスが大きいとせん断面と破断面の差が大きくなります。
クラックと呼ばれる割れ目が発生したりします。
クリアランスの決定には材質も影響しますので、金型設計段階からの検討が必要です。
例えば、板厚6mmの材料を適正クリアランス(片側10%)でプレス抜き加工をすると。
せん断面と破断面の差は0.6mm(片側)になります。
弊社では、客先の要求に応じて、材料ロットごとに金型クリアランスを調整できるように
金型設計段階から詳細な検討をしております。
厚板プレス打ち抜き加工でクリアランスを間違えると
適正クリアランスの金型で厚板プレス打ち抜き加工すると、
パンチ側から発生するクラックとダイ側から発生するクラックが一致し、
きれいなせん断面を持つ製品が加工できます。
逆に、クリアランスが大きとせん断荷重は小さくなりますが、
バリやだれ面は大きくなります。
クリアランスが小さいとせん断荷重は大きくなります。
金型に割れやカケが発生しやすくなります。
S45C t7.0 ラチェット部品の厚板ブランキング加工事例
厚板プレス加工の2次せん断面とは

厚板プレス抜き加工において、2じせん断面が発生すると、
製品の美観や製品の精度だけでなく、
厚板プレス抜き加工後の後工程においてもトラブルの原因となります。
板厚が10mmを超えてくると、
金型の調整やプレス打ち抜き加工時の調整だけでは解決できないことも多く、
材質等の検討段階から注意が必要です。
したがって、厚板プレス加工においては金型のクリアランスを正確に設定することは、
製品品質や金型の寿命を確保するために重要な要素です。
クリアランスは製造プロセスにおいて工程設計者や金型設計者によって検討され、適切に調整されます。
板厚が厚いと2次せん断面は解決できない?
弊社にご相談頂いたなかで、他社では6mmを超える板厚では、
クリアランス調整が難しく、2次せん断面を改善できないとお困りでした。
6mm以下を得意とするプレス加工会社ですと、この様な問題は起こりえます。
弊社では、弊社独自の厚板プレス打ち抜き金型方式により、
12mmの板厚でも、クリアランス調整を可能にし、
2次せん断面の改善に取り組んでおります。