厚板プレス加工のせん断強度
厚板プレス抜き加工のせん断加工力(打ち抜き加工力)とは?
厚板プレスで打ち抜き加工(せん断加工)するのに必要な加工力を知ることは、
プレス機械の選定や金型材質や金型設計をするうえでとても重要です。
せん断加工力(P)は、次の式で求められます。
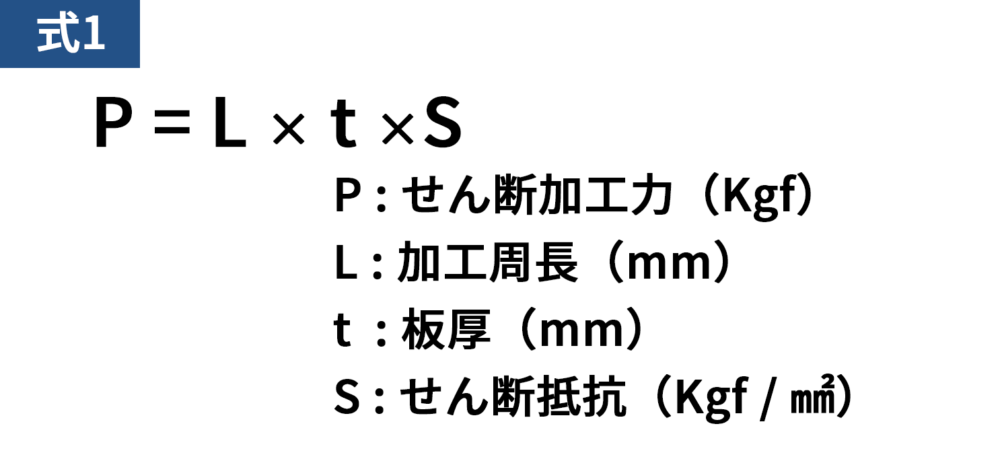
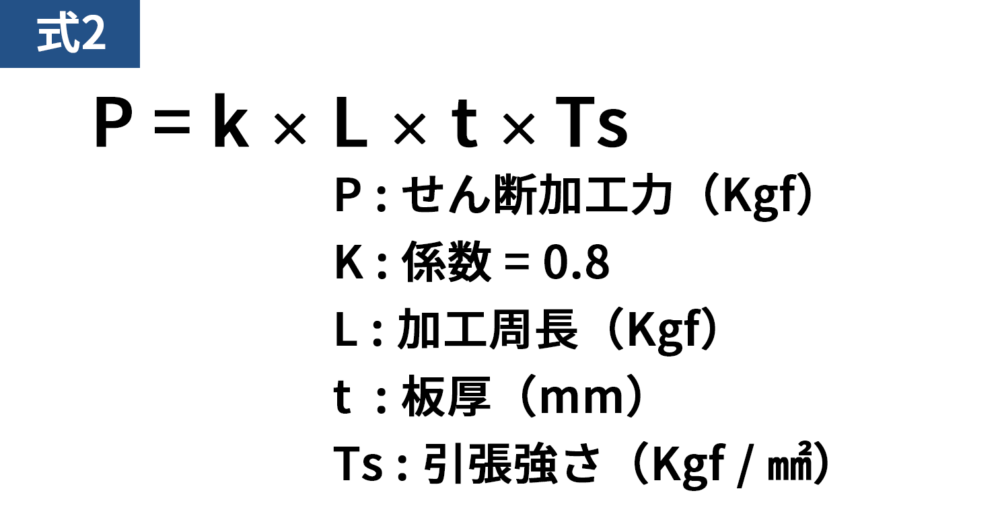
しかし、せん断抵抗(S)は材質により規定がない場合や知る事が難しい材料もたくさんあるので、
材料の引張強さ(Ts)の80%として代用できます。式が次のようになります。
SCM435 板厚12mm プレスブランキング加工の事例紹介
厚板プレス打ち抜き加工のせん断強度の計算方法
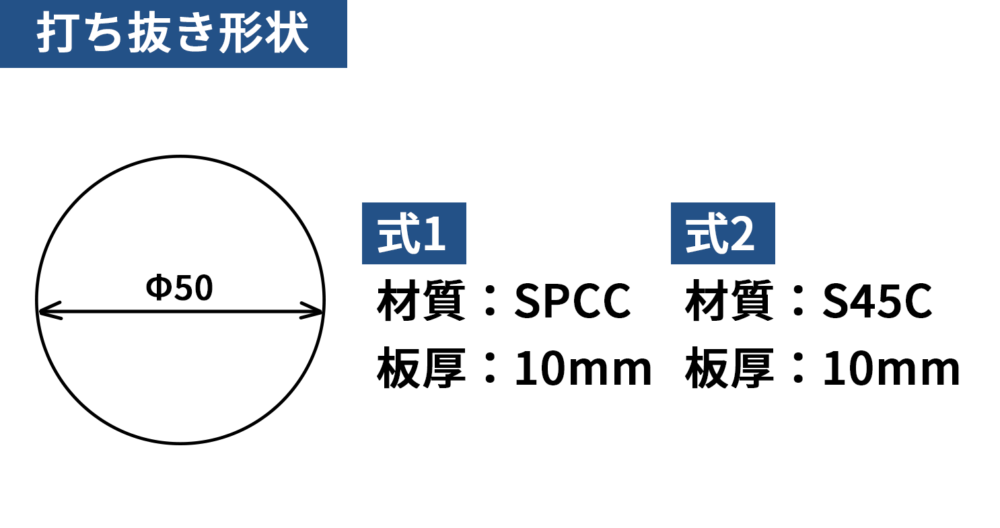
例として下図を厚板プレスで打ち抜き加工するときの、
せん断加工力は次のようになります。
・式1 SPCCのせん断強さを26Kgf/mm2として計算します。
・P=50×3.14×10×26=40,820Kgf 約41Ton
・式2 S45Cの引張り強さを69Kgf/m㎡の80%で代用して計算します。
・p=0.8×50×3.14×10×69=86,664kgf 約87Ton
同じ形状・板厚でも材質が違うとせん断強度は変わる
上記の計算式のように、
同じ形状・板厚でも「材質が変わればせん断強度は変わります。」
・SPCCであれば、約41tonの加工圧力(せん断荷重)なのに、
・S45Cになれば、約87tonの加工圧力(せん断荷重)が必要になります。
弊社でよく加工する、S45Cがいかに厚板プレス打ち抜き加工では
加工の難しい材料であります。
厚板プレス打ち抜き加工でせん断強度を軽減できないか?
厚板プレスで打ち抜き加工をする際に安定した加工をするために、
打ち抜き抜きせん断加工力の軽減する方法としてシャー角を付ける方法があります。
シャー角はブランク抜き加工ではダイに、穴抜き加工ではパンチにシャー角を取ります。
シャー角は、H寸法で板厚程度以上に取ることが多いです。
ちなみに、シャー角のH寸法を板厚程度に取ったときには、おおよそ30%程度まで加工力を軽減できます。
また、もっと簡単に厚板プレスで打ち抜き加工のせん断加工力を軽減する方法としては
パンチに段差をつける方法もあります。
金型にシャー角をつけるデメリット
ただし、シャー角をつけるとデメリットもあります。
まずは、ぬきカスが変形しますので、
穴あけ工程で使用するには問題はないのですが、
打ち抜き製品の場合は、製品がソリ返りますので、良品として使用できません。
次には、金型の管理が非常に難しくなります。
専用の角度治具を使用する必要があります。
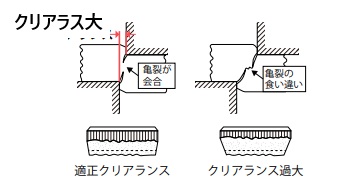
クリアラスとせん断強度
クリアランスの大きい時、適正な場合、小さい時。
せん断強度にはどんな影響があるのか?
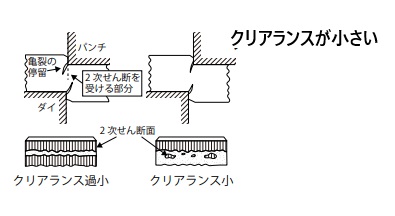
・クリアランスが小さい時
てこの原理が働くので、加工に大きな力が必要になる。(せん断強度が大きくなる)
パンチが加工する早いタイミングでクラックが発生する。
せん断面の面積が大きくなる(2次せん断面が発生しやすい)
・クリアランスが大きい時
てこの原理が発生しにくいので、大きな力が必要ない。(せん断強度が小さくなる)
パンチ加工の遅いタイミングでクラックが発生する。
せん断面の面積が小さくなる。(2次せん断面が発生しずらい)
適正クリアランスの場合はせん断強度はどうなるのか?
上記の内容からも、
クリアランスが小さいと、厚板プレス打ち抜き荷重(せん断強度)は大きく、
クラックが発生するまでは距離は短い。
クリアランスが大きいと、厚板プレス打ち抜き荷重(せん断強度)は小さく、
クラックが発生するまでは距離は長い。
厚板プレス打ち抜き加工に必要な力と、クラック発生までの距離、
2つを適正に調整すると、仕事量が最小になるポイントがあります。
これが「適正クリアランスです」
小さな力で加工できますので、厚板プレス打ち抜き加工機や金型に優しく、
良品を生産することができます。
せん断強度とは?
せん断強度(Shear strength)は、
材料がせん断応力に対してどれだけ耐性を持つかを示す物理的な特性です。
せん断応力は、物体が平行な面に対して外部からの力が働いて変形が発生するときに生じる応力です。
せん断強度は、このせん断応力に対する抵抗力を表します。
かみ砕いた表現をすれば、ハサミや包丁で切断するのに必要な力。
これが「せん断強度」とイメージしてください。
せん断強度はどの様に決まるのか?
せん断強度の通常、材料の性質や構造に影響を受けます。
金属、プラスチック、コンクリートなどの異なる材料は、異なるせん断強度を持ちます。
せん断強度は、材料の内部構造や分子結合の強さなどに影響を受けるため、
材料の設計や使用において考慮する必要があります。
せん断強度は通常、せん断試験(shear test)によって測定されます。
この試験では、材料がせん断応力にさらされ、
それに対する応力-ひずみ曲線が得られ、そこからせん断強度が計算されます。
代表的な材料のせん断強度
厚板プレスで打ち抜き加工するのに良く使用される材料のせん断強度と引張強さです。
| 材質 | せん断強度 | 引張強さ |
| S45C | 69kgf | |
| SCM435 | 93kgf | |
| SPHC | 29kgf以上 | 28kgf以上 |
| SPCC | 26kgf以上 | 28kgf以上 |
| SS400 |
33~42kgf | 41~52kgf |