平面度を確保するには?/厚板プレスと金型設計のポイント
平面度を確保するには?厚板プレスと金型設計のポイント
弊社は大阪府堺市にて、厚板プレス加工・厚板レーザー加工を専門に行っております。
最大500tプレス機をはじめとする豊富な設備を活用し、
板厚12mmまでの厚板プレス加工・板厚25mmのレーザー加工に対応しています。
厚板部品において「反り」や「歪み」は、組付け不良や機能低下の原因となる重要な課題です。
特にワッシャーやプレート部品では、平面度の確保が製品性能に直結します。
お困りごと
- 加工後に部品が反ってしまい、平面度が出ない
- 平面度公差が安定せず、品質にバラつきがある
- レーザー加工後に歪みが発生し、後工程が増えている
- 組立時にガタつきや密着不良が発生する
- 矯正・研磨などの追加工数を削減したい
→これらの課題は、加工方法と金型設計の最適化によって改善可能です。
なぜ平面度不良が発生するのか
厚板加工における平面度不良は、主に以下の要因によって発生します。
加工時の応力集中
打ち抜き時に局所的な力が加わることで、材料内部に応力が残留し、反りの原因となります。
特に厚板プレス打ち抜き加工では、反り対策は重要です。
片側加工によるバランス崩れ
単工程や順送工程で片側から加工する場合、力のバランスが崩れやすくなります。
加工能力の限界により、複数工程に分ける場合や、順送金型での加工は注意が必要です。
材料特性(厚板特有の剛性)
板厚が厚くなるほど加工時の変形が蓄積されやすく、微小な歪みが平面度不良として現れます。
厚板プレス打ち抜き加工だけではなく、材質にも注意が必要です。
平面度を確保するための基本対策
加工方法の選定
レーザー加工では熱影響による歪みが発生する場合がありますが、
プレス加工では機械的加工のため、条件次第で安定した平面度を確保できます。
工程の最適化
複数工程に分ける場合、工程間での歪み蓄積を考慮する必要があります。
プレス打ち抜きの反りが大きい場合は、平面修正の追加工程が必要になります。
厚板プレス加工による平面度確保
厚板プレス加工は、適切な条件下で実施することで、平面度の安定に大きく寄与します。
最大板厚12mmでも、平面での高い厚板プレス打ち抜き加工を実現しております。
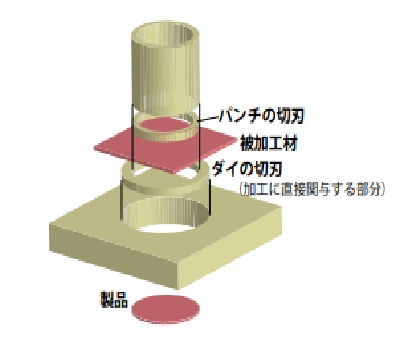
コンパウンド金型による一工程加工
外形抜きと穴加工を同時に行うことで、加工応力の分散とバランス保持が可能になり、
金型内の板押え機構が反りの発生を最低限に抑えます。
材料拘束による変形抑制
加工時に材料をしっかりと拘束することで、反りの発生を抑制できます。
製品のノックアウト機構が板押えにも効果を発揮し、追加工程を削減できます。
高剛性設備の活用
高荷重の厚板ブランキングプレス機により、均一な荷重での加工が可能となり、
厚板プレス打ち抜き荷重の余裕が振動の低下につながります。
金型設計が平面度に与える影響
クリアランス設計
適正なクリアランス設定により、せん断時の材料変形を最小限に抑えます。
金型のラッピング作業でより効果を発揮させます。
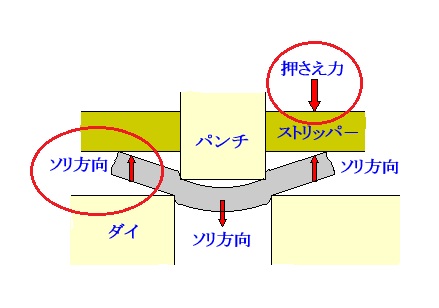
押さえ構造(ストリッパー)
材料の浮き上がりを防止し、加工時の安定性を確保します。
ノックアウト機構にも工夫を施し、安定的に排出できます。
エアー排出機構
製品の張り付き防止とスムーズな排出により、二次変形を防ぎます。
ミス検出装置により、排出ミスの低下を実現しております。
厚板プレス加工とレーザー加工の違い(平面度視点)
| 項目 | 厚板プレス加工 | レーザー加工 |
|---|---|---|
| 平面度 | 高い(条件次第) | 熱歪みの影響あり |
| 加工方法 | 機械加工 | 熱加工 |
| 量産性 | 高い | 中程度 |
平面度が求められる代表部品
- 厚板ワッシャー
- 機械用プレート
- 建築・土木用部品
- 高精度スペーサー
関連する加工事例
まとめ
厚板部品における平面度確保は、加工方法と金型設計の最適化によって実現可能です。
特に厚板プレス加工では、コンパウンド金型や適切な設計により、反りの少ない安定した製品供給が可能となります。
お問い合わせ
平面度に関する課題や加工方法の選定については、図面段階からご相談いただけます。厚板プレス加工・レーザー加工の最適なご提案を致します。