厚板プレス抜き加工のせん断面の長さ
厚板プレス加工のせん断面の長さ
厚板プレス抜き加工できるせん断面は、
| クリアランスが大きい場合 | プレスの荷重は小さく、せん断面は短い状 |
| クリアランスが小さい場合 | プレスの荷重は大きく、せん断面は長い |
せん断面の長さはどのようにして決まるのか?
厚板プレスの抜き加工では、クリアランスを適正にすると、
プレス機械にかかる負荷も小さく、製品形状においても不良が少ない加工ができます。
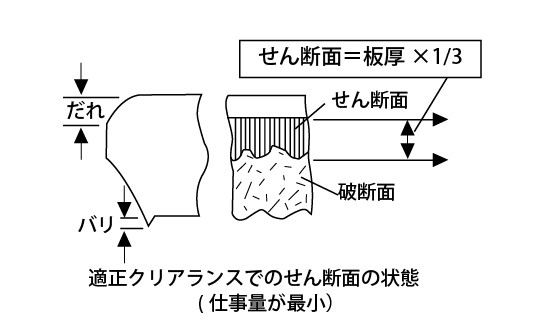
一般的な軟鋼材の場合の適正クリアランスは板厚の7~10%と言われており、 こ
の程度のクリアランスの場合のせん断長さは板厚の1/3程度になりますが、
板厚が6mmを超えるとせん断長は長くなりにくく、板厚の1/3以下になります。
せん断加工とは何なのか?
せん断加工とはプレス打ち抜き加工のスタートと言えます。
ハサミで紙を切る事をイメージします。
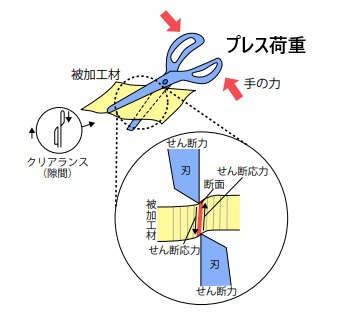
ハサミで紙を切る時に発生する力が「せん断力」です。
薄い紙を切る時は、ハサミの先端で手に軽い抵抗で切断できます。
厚い紙を切る時は、ハサミの根元で手にかかる圧力は強くしないと切れません。
この手にかかる握力が「せん断力」で。
プレス機械にかかる圧力が「せん断荷重」と呼ばれます。
せん断はどんな現象なのか?
ハサミを持つ手の握力が「機械」、
ハサミの刃の部分が金型、
紙が材料。ハサミの刃の上下がすれ違い、
紙を切断する現象がせん断になります。
「紙」と「刃」。
厚板プレス加工においては、「材料」と「金型」
の2つがせん断加工中にこすれている場所が
「せん断面」として製品に現れます。
なぜ?すべてがせん断面にならないのか?
薄く柔らかい紙であれば、刃と紙の隙間はなくても大丈夫です。
では、分厚いダンボールやゴムでも簡単にせん断はできません。
同じように、固い金属をせん断加工する厚板プレス加工では、
上の金型(パンチ)と下の金型(ダイ)の間にすき間が必要になります。
汎用プレス機械では、材料の1/3程度までしか、
材料と金型を摩擦させる事ができないので、
せん断面の長さには限界があります。
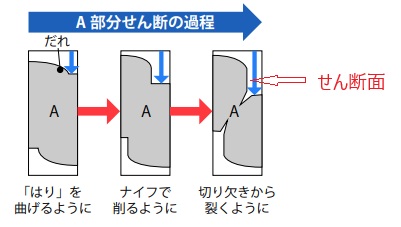
厚板プレス打ち抜き加工のせん断プロセス
まずは、材料にパンチが押し付けられます。
板を曲げた状態になり、最上部に「だれ」が発生します。
次に厚板プレス金型で削るようにパンチがめり込んで行きます。
ここで「せん断面」が発生します。
次に、厚板プレス打ち抜き金型のパンチとダイに引き裂かれて
「破断面」が発生します。
最後に、厚板プレス打ち抜き金型のダイから切り離されて
「バリ」が発生します。
厚板プレス加工におけるせん断面とは
せん断長さは、材料の伸びや延びを測定する際に使用されます。
厚板プレス加工の過程で、材料は応力がかかることによって伸び、変形します。
せん断長さは、その伸びの程度を示す指標です。通常、せん断長さは次のように定義されます:
せん断長さ = 初期の試料の長さ – 切断後の試料の長さ
この長さの差は、厚板プレス加工によって材料がどれだけ伸びたかを示し、
その材料の性質やプロセスの品質を評価するのに役立ちます。
せん断面が品質に与える影響
また、せん断長さは金属の延性や可塑性などの材料特性を評価するために使用されることがあります。
せん断長さは、材料の種類や厚さ、温度、プレスの設定などの要因に依存するため、
異なる条件下で異なる値を示すことがあります。
したがって、打ち抜きプレス加工プロセスを計画および制御する際には、
適切なせん断長さの設定が重要です。
厚板プレス打ち抜き加工におけるクリアランスとは
「クリアランス」とは厚板プレス金型のパンチとダイの隙間の事です。
切断面の状態はクリアランスの量や金型面の研削状態で変化します
厚板プレス金型で適正なすき間に調整された状態を「適正クリアランス」といいます。
クリアランスの量は、せん断面の質や金型寿命を左右するため大変重要で
通常は板厚の7~10%の間で調整されます。
理想的なせん断面は?
理想的なせん断加工は、ダレやバリが発生しない「100%せん断」ですが、
適正クリアランスであっても、当社のような普通せん断では不可能です。
適正クリアランスの厚板プレス金型で打ち抜かれた製品は、
板厚の1/2~1/3程度のせん断面の長さになります。